
安锻产品

高速钢改锻工艺技术
高速钢属莱氏体钢,存在着严重的碳化物偏析等先天性毛病,常采用改锻措施,锻打成我们所需要各种刀具、模具毛坯。所以高速钢改锻目的主要有两点:降低碳化物不均匀度级别,使碳化物分布更加均匀,以满足热处理工艺需要;使材料的纤维方向合理分布以提高工具使用寿命。以下简介国内一些工具厂成熟的改锻工艺技术。
1.锻前准备工作
除了熟悉高速钢产品的锻造工艺规程和相关要求外,操作者应按工艺规定对照坯料的牌号和下料尺寸并核对数量;炉前工按图纸和操作要求准备好工夹具,并将砧面预热到250℃左右。
2.锻坯的预热
由于高速钢含有较多的合金元素,导热性比较差,实践证明,预热是防止锻裂的重要手段之一,应引起足够的重视。
预热可以在加热炉炉门口进行,循序渐进,预热时间按坯料的外径估算:≤60mm者0.4~0.7/mm,也有些单位不预热,直接进高温区快速加热;>φ60~80min者0.5~1.0min/mm;>φ80mm者0.6~1.2min/mm。预热温度一般为800~900℃。预热过程中应经常将坯料翻身和调换位置,以保证预热均匀。
3.锻造加热
压力加工最适宜的加热温度,是要求在这个温度下高速钢有最佳的塑性,这个温度范围可根据热扭转试验来寻找确定。工具厂积累了多年的实践经验,视不同工况确定的加热温度和加热时间如表1和表2所示。
表1 高速钢锻坯加热温度
|
坯料外径/mm |
牌号 |
加热温度/℃ |
|
|
反复镦粗 |
直接镦粗或拔长 |
||
|
≤80 |
W18Cr4V |
1130~1180 |
1100~1150 |
|
W9Mo3Cr4V |
1120~1160 |
1080~1120 |
|
|
W6Mo5Cr4V2 |
1080~1130 |
1060~1110 |
|
|
W6Mo5Cr4V2Co5 |
1060~1110 |
1050~1100 |
|
|
>80~120 |
W18Cr4V |
1150~1200 |
1130~1180 |
|
W9Mo3Cr4V |
1140~1180 |
1100~1150 |
|
|
W6Mo5Cr4V2 |
1100~1150 |
1080~1130 |
|
|
W6Mo5Cr4V2Co5 |
1080~1120 |
1060~1120 |
|
表2 高速钢锻坯的加热时间
|
坯料外径/mm |
反复镦粗/(min/mm) |
直接成形/(min/mm) |
|
≤60 |
0.3~0.4 |
0.60~0.70 |
|
>60~80 |
0.40~0.50 |
|
|
>80~120 |
0.40~0.60 |
0.60~0.80 |
注:1、对于直接成形的锻件可不经预热,直接加热,加热速度应缓慢;
2、加热时间系第一火而言,后几火加热时间可缩短1/3~1/2。
应用表1、表2的工艺参数,操作时必须将预热后的坯料依次送入高温区,要勤翻动、勤调头和及时地将其调整到最佳温度区域;并要保证坯料间有足够的间距,不可堆积加热。这样的操作方法能使每一件锻坯的实际加热时间相对接近,既不消费能源和金属烧损,又保证了加热质量。
煤气反射炉加热的坯料,操作时不可烧急火,不使火焰直接喷射到被加热的坯料上,经常用光学高温度或其他现代化的仪器校核被加热的坯料温度,以及使炉气略带还原性气氛,尽力减少氧化脱碳。
4.锻造
(1)镦粗
无论是反复镦拔的镦粗还是直接成形的镦粗,均应关注:
1)镦粗时切忌镦歪 如发现镦斜时,应置上下两角于中心线位置(中心线垂直于砧面),倒角借正,否则由于镦歪将导致端面中心外移,致使碳化物不均匀性不合格,达不到改锻的目的。
2)镦粗不当而弯曲时,应立马敲平校直后再镦粗,因弯曲产生的折印会形成横向裂纹。
3)镦粗裂纹 业已查明反复镦拔的镦粗工序,是导致端部中心附近锻裂的主要原因。如果加热温度过低、加热时间不足以及停锻温度过低,就会产生比较整齐和光洁的裂纹。通常这种裂纹大多是在第一次镦粗后的拔长开始时产生。
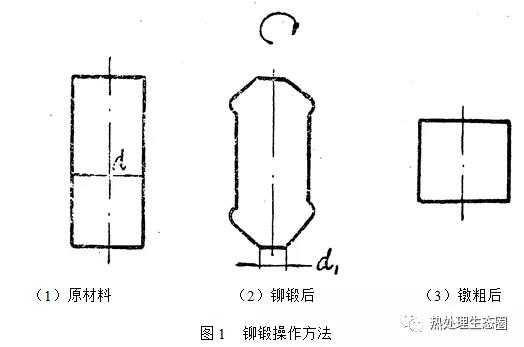
4)在镦粗操作中,实施“铆镦”是减少镦粗应力、降低锻裂的重要手段,其操作方法如附图所示。对于直接成形的刀具,如果镦粗后高度小于直径,在镦粗过程中无法实行铆镦,为了减少其镦粗应力,可采用旋转锻件局部镦粗的方法。
(2)拔长
为保证在一定生产量的前提进行高速钢反复镦拔的安全生产,建议采用大的下砧面。
1)为了保证在反复镦拔的拔长工序中的锻件质量,砧面的圆角要适当增大(R≥10mm),因为小圆周在拔长时易产生锻印,扩大后有可能形成横向裂纹。
2)每一次拔长面第一锤的进给量可略大一些(过小易飞溅伤人),但不得超过第二锤进给量的二倍。
3)第一拔长面进给量,要求相对均匀一致。
4)每拔长一面后,应顺着逆时针方向翻转90°,严禁无规则乱翻。
5) 拔长不当而歪斜时,可参照镦歪方法校正。
6)如拔长达不到工序尺寸时,应将拔长的锤印敲击并敲平,方向进入镦粗工序。
(3)直接拔长成形的刀片,如割刀、键槽拉刀等,出坯时不要将宽度锻得过阔,防止在收阔时局部产生变形的叠印,导致纵向锻裂。
(4)反复镦拔的终锻温度 各种高速钢反复镦拔的终锻温度大约在950℃左右,最后一火的平整温度可适当低些。
(5)反复镦拔中执行“二轻一重”的原则
1)始锻要轻击 因为锤击过重,打击能量在锻件内部因金属摩擦而转换成的热能,将使已经较高温度的坯料温度继续上升,从而导致锻件的过热甚至过烧。
2)终锻亦应轻击,否则在重击下锻裂在所难免。
3)中锻应重击 在反复的镦拔过程中,较适宜的重击温度区域,对W18钢为1050~950℃,对M2钢为1030~930℃。在实际操作中,当锻件温度下降到重击温度区时,及时施以重击;当锻件温度形变而上升时,再予以轻击。这样交替迫使温度逐渐下降,直到这一火完成镦拔次数并达到规定的反复终锻温度为止。这就是巧打猛击相结合、二轻一重的锻造原则。
5.锻后冷却
(1)利用锻件余热进行等温退火 形变热处理节能高效,值得推广,不过它要求具备一定的批量和配套的井式电阻炉。
(2)将锻件趁热置于600~650℃炉中保温,待改锻完毕后再随炉冷至200℃出炉空冷,再装箱保护退火,它适用于在锻工车间内无退火工序的场合。
(3)直接置于不通风的热砂或热灰(≥200℃)内冷却,它适用于缺乏退火实施的少量生产的工厂。
(4)直接置于干燥箱内堆冷 它适用于缺乏必要实施而具有一定产量的工厂。干燥箱可制成流动式,内铺硅酸铝保温材料并附有保温盖。由于在较短的时间内装满一箱锻件,依靠锻件余热起到缓冷的作用,然后再装箱完全退火。

安阳锻压是当今世界最大的锻锤生产基地,是中国锻锤国家标准制定单位,集设计、研发、制造、生产于一体。主要研发模锻设备(数控全液压模锻锤,模锻电液锤,全液压模锻锤、钢球斜轧机等)和自由锻设备(自由锻液压机、空气锤、自由锻电液锤、全液压自由锻锤等),锻造辅助设备(锻造操作机,锻造装取料机、打楔铁机、棒料剪断机、辗环机等)全套锻造设备,可以提供锻造方案规划,锻造设备选择,锻造工艺设计等一条龙服务,安阳锻压用近60年的经验给锻造客户做最优的方案选择。
