
安锻产品

模锻设备应该选择模锻锤还是电动螺旋压力机

数控模锻锤和电动螺旋压力机已经是模锻行业较为常用的两种核心模锻设备,但如果新上模锻项目到底应该选择模锻锤呢?还是选择电动螺旋压力机?就这两种模锻设备小编为你做出以下对比分析,见对比表
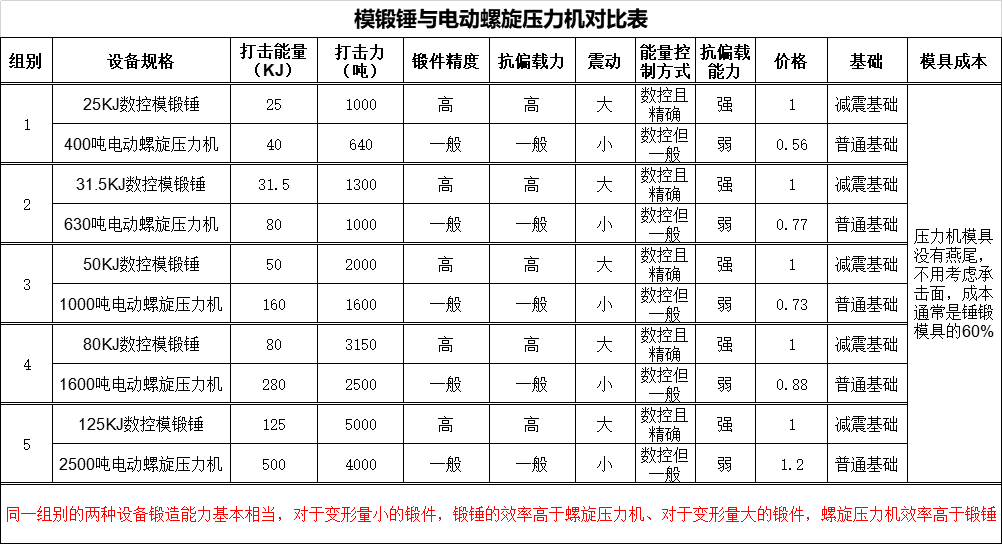
通过上表得知,两种模锻设备没有谁绝对比谁好,只是更适用于不同的锻件成形。
模锻锤特性描述:
锻锤在锻造设备界具有万能锻造设备之称,因为他的能量可以叠加属性造就了它们具有小锤可以干大活的特点。特别适合小批量,多品种的组织生产。数控模锻锤都采用X型导轨设计,且导向柱为实心铸钢,抗偏载能力特别强,可实现多模腔锻造。打击能量可以数字化控制且偏差≤±1.5%,这就意味着数控模锻锤很少的富余能量作用于模具,并且上下模具接触时间极短,因此数控锤的模具寿命是一般压机的2-3倍。数控锤锻造时的锤头速度可以达到6M/S,因此数控模锻锤特别适合于锻造薄壁类的锻件,可以在其降温前快速成型。配有减震器可以有效减少90%以上的震动,需要做专门的减震地基,地基成本会高于电动螺旋压力机。配合机器人可以实现全自动锻造生产线。
电动螺旋压力机描述:
电动螺旋压力机是在摩擦压力机的原理基础上,通过优化传动系统而演变过来的新型锻造设备-即把原来的摩擦传动换成了齿轮、皮带或电机直接驱动(详见几种螺旋压力机的工作原理及对比分析),兼顾了锤和压机的双重属性,具有投资小(特别是1600吨以下的型号),见效快,组织生产灵活的特点。这正是电动螺旋压力机几年来在模锻行业较受欢迎的原因。1600吨以下型号的电动螺旋压力机相对于同等能力的模锻锤和热模锻压力机来说,造价成本都具有明显的优势。由于其结构特性的原因,导致导向传动系统必须预留一定的间隙一般在1mm左右,否则在锻造过程中滑块就会被卡死,因此电动螺旋的合模精度没有数控模锻锤高。且终锻模腔的重心必须与螺杆的中心重合,因为其锻造力会以螺杆中心为圆心向外以几何倍数进行衰减,因此电动螺旋压力机不适合做多模腔锻造,否则会大大尽快导向系统的磨损甚至滑块卡死。电动螺旋压力机是通过控制电机的转速和方向来控制打击能量和滑块运动方向,但由于传动系统巨大的惯性和电控系统的误差导致打击能量的偏差只能控制在15%左右,这就与数控模锻锤的1.5%相差很大,这也是其模具寿命没有数控模锻锤长的主要原因之一,但是因为压力机模具没有燕尾且不考虑承击面,因此电动螺旋的模具制造成本一般仅是数控锤模具的60%左右,综合模具成本跟数控锤基本持平。相对于模锻锤适合于薄壁类的锻件,电动螺旋压力机就特别适合于局部锻造长干类、墩粗冲孔挤压等变形量大的锻件。电动螺旋压力机工作时下模具工作面颤动幅度很小,这就给机器人夹取锻件创造了有利的条件,就此而言电动螺旋压力机组建自动化锻造线比数控模锻锤要容易的多。
