
安锻产品

简述锻件锤上模锻工艺过程
模锻,简言之就是将加热或者不加热的坯料置于锻模模腔内,然后施加冲击力或者压力使坯料发生塑性变形而获得目标锻件的成形过程。那么,问题来了,什么是锤上模锻呢?它的工艺过程又有哪些呢?在此,安阳锻压技术人员为您简述一下。
锤上模锻
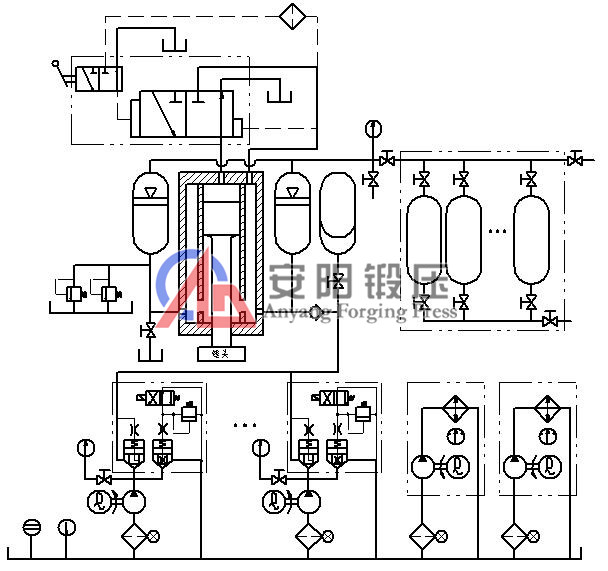
在模锻锤上进行模锻生产锻件的方法称为锤上模锻。锤上模锻因其工艺适应性强,且模锻锤的价格低于其他模锻设备,是应用较广泛的模锻工艺。锻件按坯料在加工时的温度,可分为冷锻温锻和热锻。冷锻一般是在室温下加工,热锻是在高于金属坯料的再结晶温度下加工。安阳锻压生产出来的模锻设备属于热锻工艺。拿C86Y系列来说吧,它是通过控制活塞上腔油压来实现打压和回程。与传统蒸空模锻锻锤相比,具有能源利用率高、合模精度高,环保等优势,全液压模锻锤具有能量足、频次快、无闷模、故障率低、可实现自有位置悬锤等优点。适用于各种类型的模锻件。
安阳锻压技术人员指出:模锻工艺一般流程主要包括下料、加热、清除氧化皮、制坯、模锻、切边、热处理、表面清理、校正、检验等工序。加热后的坯料在锻模的一系列型槽中逐步变形,然后成为锻件,坯料在锻模的每一模膛中的变形过程称为模锻工步。
简述锻件锤上模锻工艺过程,模锻工序是模锻工艺过程中最重要和关键的组成部分,它决定采用什么模锻工步来进行锻造工作,锤上模锻的基本工步分为以下三类。
1. 制坯工步
制坯工步的主要作用是重新分配坯料体积或改变坯料的轴线形状,合理分布坯料的体积,使坯料沿轴线的截面面积与锻件大致相适应,有利于锻件金属充满型腔。制坯工步主要包括镦粗、拔长、滚压、压扁、压肩、卡压、成形、弯曲等。
2. 模锻工步
模锻工步包括预锻和终锻工步,其作用是使经制坯的坯料进行锻造得到所要求的形状和尺寸的锻件,所用的型槽称为锻模模膛或模锻型槽,有预锻和终锻两种。简述锻件锤上模锻工艺过程每个锻件都需要终锻工步,而预锻工步可根据具体情况来决定是否采用。
3. 切断工步
切断工步的主要作用是将锻件从棒料切开分离,当采用一火多件模锻件时,切断已锻好的锻件,以便能继续锻造下一个锻件或者用来切断毛边、钳口等。
与自由锻和胎模锻相比,具有以下特点:
① 生产效高
② 表面质量高,加工余量小:余块少甚至没有,尺寸准确,锻件公差比自由锻小 2/3~3/4,可节省大量金属材料和机械加工工时。
③ 操作简单:劳动强度比自由锻和胎模锻都低。
简述锻件锤上模锻工艺过程
安阳锻压生产的模锻设备包括:数控全液压模锻锤,模锻电液锤,电动螺旋压力机,棒料剪断机,打斜铁机等锻造设备,并可以设计制造全自动模锻生产线。
