
安锻产品

锻造高速重载齿轮的热处理工艺
18Cr2Ni4WA是高速重载渗碳齿轮用钢,在渗碳淬火的过程中容易形成大量的残留奥氏体,从而使硬度降低。本文结合生产实际需要,通过可控气氛多用炉渗碳、淬火、高温回火、二次淬火、回火的过程,使零件各项指标达标。
1.生产零件的材料及热处理要求
(1)材料
齿轮(如图1)设计所用材料为18Cr2Ni4WA其主要化学成分和临界点见表1,齿轮要求整体渗碳,渗碳层深磨削表面≥0.7mm,非磨削表面1.0~1.3mm,表面硬度≥58HRC,齿轮及花键参数见表2。
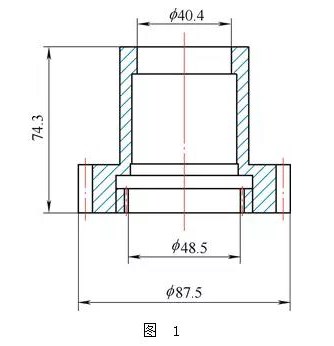
表1 18Cr2Ni4WA齿轮材料化学成分与临界点
|
化学成分(质量分数)(%) |
临近值/℃ |
|||||||||
|
项目 |
C |
Si |
Mn |
Cr |
Ni |
W |
Ac1 |
Ac3 |
Ms |
Mf |
|
数值 |
0.18 |
0.26 |
0.46 |
1.64 |
4.1 |
1.05 |
695 |
800 |
310 |
250 |
表2 齿轮及花键参数表
|
模数 |
齿数(Z) |
热后/mm |
|
|
齿轮 |
3.5 |
23 |
公法线W3=26.78-26.86 |
|
花键 |
1 |
50 |
M(∮2)=46.82-46.95 |
(2)生产及检测设备
Aichelin4/2型多用炉,有效尺寸700mm×1300 mm×850mm,最高工作温度950℃,加热功率140kW,最大装炉量1000kg。金相显微镜及显微硬度计。
(3)齿轮材料特性分析
18Cr2Ni4WA钢合金元素总含量大于5%,属高合金渗碳钢。该钢种淬透性高,具有优良的综合力学性能,特别是Ni的含量较高,使钢具有良好的强韧性和淬透性。18Cr2Ni4WA钢的合金元素Cr、Ni、W均能推迟奥氏体转变,尤其是元素W,强烈地推迟珠光体转变,所以该钢过冷奥氏体在珠光体区间的稳定性很高,即使空冷也发生贝氏体转变。表层渗碳后,由于碳和合金元素的综合作用,使贝氏体转变曲线大大右移,贝氏体转变C曲线“鼻尖”的孕育期由渗碳前的十几秒推迟到二十几分钟,可以空淬成马氏体或贝氏体。
该材料在渗碳处理后,表层的碳及其他合金元素大量溶入到奥氏体中,显著提高了奥氏体的合金化程度,其渗碳层与心部的马氏体转变点(Ms)为310℃,而渗碳层的马氏体转变点(Ms)降至80~90℃,这样就大大提高了过冷奥氏体的稳定性,经渗碳空冷后表层组织为马氏体及大量残留奥氏体,从而影响淬火后的硬度。要消除大量残留奥氏体,不能像一般低合金渗碳钢那样采用直接淬火法,相反,经二次淬火反而使残留奥氏体增多导致硬度下降。对这类高合金渗碳钢有其独特的处理方法,即渗碳后于650℃高温回火。回火时,在一定的温度下,从残留奥氏体中析出碳化物的过程是一个原子的扩散过程。温度越高越有利于扩散,析出碳化物增多,使残留奥氏体的过饱和度减小,有利于残留奥氏体转变。但回火温度也不能太高,因为高碳表面层的A,温度约为700℃,过高的回火温度容易引起相变,反而使奥氏体中溶入更多的碳和合金元素,提高了奥氏体的稳定性,增加残留奥氏体量。
(4)热处理技术要求分析
根据以往齿轮公法线及花键M值的变形规律,初步确定渗碳淬火前公法线留余量0.4mm,M值热前控制在M(∮2)=46.86-46.93,热处理层深按1.0~1.3mm控制,为控制花键的变形量,确定零件渗碳,高温回火后插花键再进行淬火的工艺,且在粗加工后将零件调质至30~35HRC,这样既有助于改善切削性、提高零件表面加工精度,又能最大限度地减少粗加工中产生的残余应力,为后期的渗碳、淬火提供良好的条件,从而控制变形量。经综合分析最终确定零件的主要工艺流程为粗加工→调质处理→精加工→滚齿→渗碳淬火,高温回火→车碳层→插花键→淬火,低温回火→精磨(外齿轮)。
2.生产工艺结果与讨论
(1)热处理生产工艺
检查试样用同炉的∮32mm和∮16mm的圆棒试样,∮32mm圆棒试样用于检测心部硬度,∮16mm的圆棒试样用于检测淬硬层深。
①渗碳:930℃强渗期2.5~3h,碳势1.18%CP左右,扩散期1.5h,碳势0.68%CP左右。
②淬火:840℃,保温40min,碳势0.68%CP,淬火油温65℃,淬火时间40min。
③高温回火:650℃保温2h,冷至550℃出炉。
④再次淬火:温度790℃,碳势0.85%CP,保温时间1.5h,用分级淬火油,淬火油温65℃,淬火时间30min。
⑤低温回火:根据实测硬度值确定为150℃,保温4h。
⑥抛丸。
(2)试样检测结果
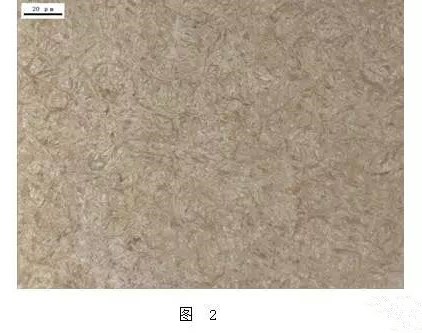
试样的金相显微组织如图2所示, 组织为隐针马氏体+少量铁素体+少量残留奥氏体。
在实物零件的齿面和端面检测硬度基本在58.2~59.3HRC,其中齿面硬度稍高。
在四件齿轮的端面分别敲钢印号1~4,经热后测量公法线和内花键M值都满足要求,其中公法线跳动量在0.03~0.07mm变动(见表3),M值跳动量在0.03~0.06mm(见表4)。
表3 齿轮公法线热后数据表(mm)
|
热后公法线W |
W平均值 |
跳动 |
||||||
|
齿轮1 |
26.80 |
26.80 |
26.84 |
26.85 |
26.81 |
26.81 |
26.818 |
0.05 |
|
齿轮2 |
26.81 |
26.79 |
26.79 |
26.82 |
26.81 |
26.81 |
26.805 |
0.03 |
|
齿轮3 |
26.78 |
26.78 |
26.80 |
26.82 |
26.84 |
26.84 |
26.81 |
0.06 |
|
齿轮4 |
26.81 |
26.80 |
26.78 |
26.78 |
26.85 |
26.83 |
26.808 |
0.07 |
表4花键M值热后数据表 (mm)
|
热后M值 |
M平均值 |
跳动 |
||||
|
齿轮1 |
46.84 |
46.84 |
46.89 |
46.88 |
46.863 |
0.05 |
|
齿轮2 |
46.85 |
46.86 |
46.90 |
46.89 |
46.875 |
0.05 |
|
齿轮3 |
46.83 |
46.85 |
46.86 |
46.83 |
46.843 |
0.03 |
|
齿轮4 |
46.86 |
46.86 |
46.91 |
46.92 |
46.885 |
0.06 |
经检测,齿轮的各项热处理指标都合格,通过此热处理工艺,经过1年多时间,公司两种新产品W25、W33的试制统计,热处理一次合格率都在98%以上,取得了满意的效果。
3.结语
为了满足18Cr2Ni4WA齿轮的技术条件,需要对材料的特性、机加工工艺流程以及渗碳和淬、回火的全过程进行细致的分析,通过采取以下针对性的措施,使零件的技术要求控制在合格范围内。
(1)增加调质处理,改善切削性,提高零件表面加工精度,消除粗加工中产生的残余应力。
(2)为保证零件的金相指标和控制花键变形量,可以采用先渗碳淬火,高温回火后返冷加工插花键,然后返热进行二次淬火,低温回火的工艺。
