
安锻产品

ZG42CrMo大齿轮正火、回火工艺参数
溢流型球磨机大齿轮材质为ZG42CrMo,规格为m=25、Z=242,尺寸为Φ6152mm×600mm,净重22000kg,要求调质处理,齿面硬度229~269HBW。由于我公司无大型的淬火油槽,对大齿轮的调质处理无法实施,只能外委其他厂矿。近两年来,外委调质的齿轮,不但变形、齿面硬度也偏高、分布不均匀,致使铣齿加工困难,增加成本,生产周期加长,拖延交货期,给公司的信誉造成不良的影响。
为解决上述问题,铸造分厂提出:大齿轮粗车后,采用正火、回火代替调质工序,使齿面硬度达到228~269HBW,无须外委。通过进行试块的工艺试验,确定正火、回火工艺参数,再根据试验后的工艺参数,进行工艺评审,再确定大齿轮实验工件的工艺参数。
1.试样的铸造与一次正火
我公司承制的ZG42CrMo大齿轮化学成分见表1(JB/T6402-2006),为了模拟大齿轮的实际冷却情况,根据大齿轮的齿长和齿厚,设计试样尺寸为600mm×300mm×200mm。通过对试样的铸造与一次正火,试样与工件同炉钢水浇注,化学成分见表2。采用正火处理代替铸后退火,可细化组织,缩短生产周期。将正火后的试样各面加工到Ra=6.3μm,按照GB7233-87、III级标准,进行超声波探伤检测,完全符合标准。
表1 ZG42CrMo化学成分(质量分数) (%)
|
C |
Mn |
Si |
P |
S |
Cr |
Mo |
|
0.38~0.45 |
0.60~1.00 |
0.30~0.60 |
0.035 |
0.035 |
0.80~1.20 |
0.20~0.30 |
表2 试样化学成分(质量分数) (%)
|
C |
Mn |
Si |
P |
S |
Cr |
Mo |
|
0.41 |
0.76 |
0.48 |
0.028 |
0.016 |
0.88 |
0.22 |
但从一次正火工艺曲线及硬度检测、小试样截取及力学性能检测等多方数据分析,一次正火代替铸后退火工艺,由于拉伸试样断口存在铸造缺陷,使断面收缩率和延伸率没有数值。从强度指标和硬度来看,用一次正火代替铸后退火是可行的,但硬度未达到技术要求228~269HBW。因此,一次正火只能作为预备热处理,不能作为最终热处理。
2.二次正火、回火试验
取2#试块进行二次正火、回火试验,制定二次正火、回火工艺参数,在热处理车间H45炉进行试验,工艺曲线如图1所示。
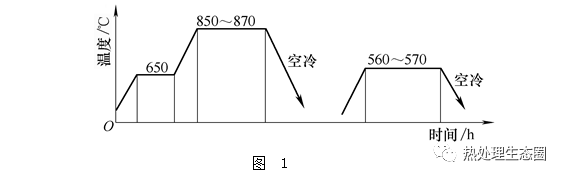
经过二次正火、回火后,由于拉伸试样中存在铸造缺陷,因此在拉伸过程中没有显像出屈服强度。但抗拉强度和硬度与一次正火的相比,都有明显提高。齿顶(距外表面18mm)硬度99%在221HBW以上,节圆(距外表面43mm)硬度66%在221HBW以上,齿底硬度(距外表面75mm)66%在221HBW以上。从拉伸棒上检测的硬度分析,77%的硬度在228HBW以上,基本达到了技术要求。
为了确定合理的工艺参数和消除铸造缺陷的不良影响,进行二次正火、回火试验的复检试验。
3.二次正火、回火试验的复检试验
用3#试样(一次正火),选用二次正火、回火的工艺参数,进行复检试验。
(1)硬度检测
一次正火试块经过二次正火、回火复检试验后,用砂轮将表层氧化皮打磨掉后,使表面光洁度达到Ra=6.3μm,采用锤击硬度法,进行硬度检测,检测部位如图2所示。检测结果见表3。
表3 二次正火、回火复检表层硬度
|
工艺方法 |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
二次正火补 |
257 |
257 |
257 |
240 |
257 |
257 |
257 |
(2)力学性能检测
按图2截取力学性能试样,经加工后,进行力学性能检测,剩余试样保留,结果见表4。
表4 二次正火、回火复检力学性能
|
工艺 |
序号 |
σS |
σb |
δ |
ψ |
硬度HBW |
|
二次正火复检 |
1 |
575 |
795 |
17.5 |
46.0 |
248 |
|
2 |
570 |
785 |
15.5 |
33.0 |
248 |
|
|
A |
580 |
795 |
15.5 |
48.0 |
248 |
|
|
B |
570 |
800 |
17.0 |
36.0 |
248 |
|
|
注:1、2为外层,A、B为内层;1、A为外层。 |
||||||
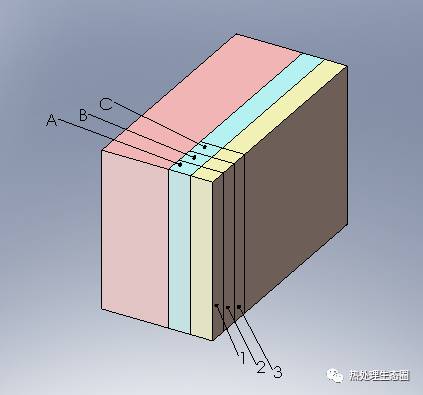
图 2
(3)分析
从二次正火、回火复检试验的试样力学性能和表层硬度综合分析,与ZG42CrMo正火态力学性能标准(JB/T6402-2006)进行比较,强度和塑性明显高于标准,已经达到了ZG42CrMo调质态力学性能标准(JB/T6402-2006)要求,满足了技术要求齿面硬度228~269HBW,证明了采用二次正火、回火完全可以代替调质工序。
4.结语
(1)采用正火、回火工艺,减少了对开大齿轮齿顶、齿侧的硬度差,且齿面硬度分布均匀,提高了齿形加工的效率,缩短了生产周期,节约能源,降低成本。
(2)采用正火、回火工艺,有效的防止了因在调质时出现的硬度不均,在使用时易出现点蚀的现象。
(3)采用正火、回火工艺,有效地控制了对开大齿轮经调质处理后的变形,解决了校型难的问题。
(4)正火、回火工艺的实施、操作简便,不需要专用的大油槽。只要有台车式的加热炉,即可实现,节约能源,减少污染,易推广。
